#非开挖修复 ·2024-11-20

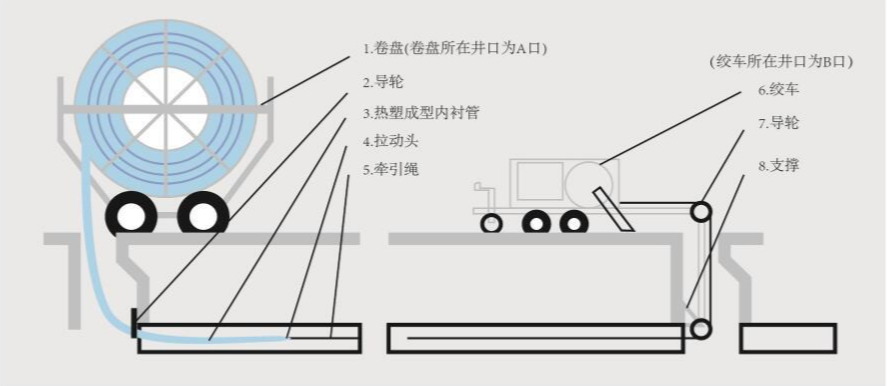
FIPP原位热塑成型修复技术采用牵拉方法将生产压制成“H”形或“C”形的内衬管置入原有管道内,然后通过静置、加热、加压等方法将衬管与原有管道紧密贴合的管道内衬修复技术。具体工艺如下:
1)内衬管现场预热
打开蒸汽对内衬管在存储车间进行预热,根据管道的长度、厚度和周围的天气条件,内加热预热时间通常在1~3小时之间,温度通常在95°C左右。
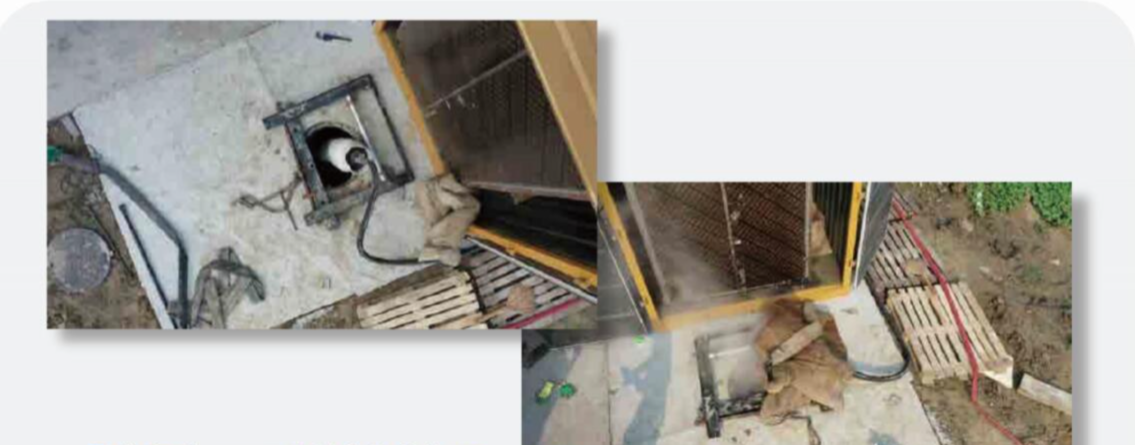
2)拖热塑材料入管
用测温枪测得材料表面温度到达70°C,并且足够柔软,就可以进行下料。把钢丝绳固定在衬管末端,将内衬管牵引到待修复管道,牵引速度不超过15米每分钟。
3)两端气塞封堵
内衬管拖入管道后截取所需材料长度,内衬管两端用专用气塞进行封堵,用钢筋或链条来固定,以防止管道内加压时弹出。
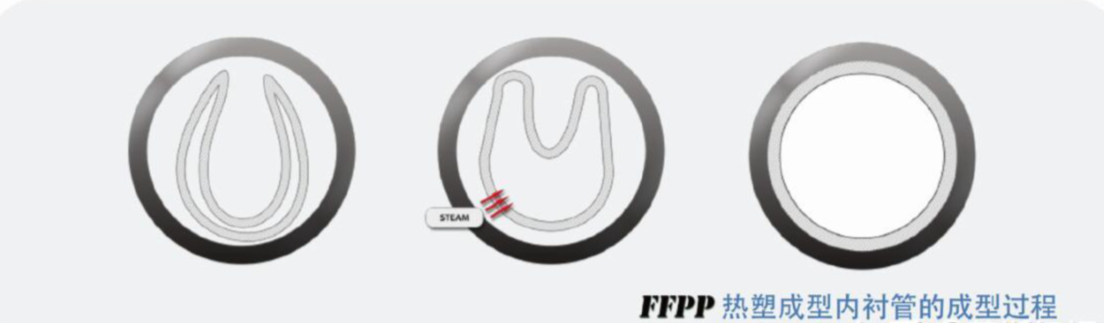
4)内衬管再次加热
封堵气塞时内衬管温度下降,需接上蒸汽管对内衬管进行二次加热将内衬管重新加热到所需温度,通常需要30分钟左右。用测温枪测量两个内衬管末端的温度,当温度大于70℃后慢慢调整加压装置对内衬管进行加压,压力一般小于0.05MPa.
5)内衬管冷却
观察衬管两末端,带衬管和原管道贴合后缓缓关闭蒸汽,同时慢慢打开冷气对内称管进行冷却,并控制好加压装置,保持管道内部压力不变,待管道温度小于35℃时关闭冷气。
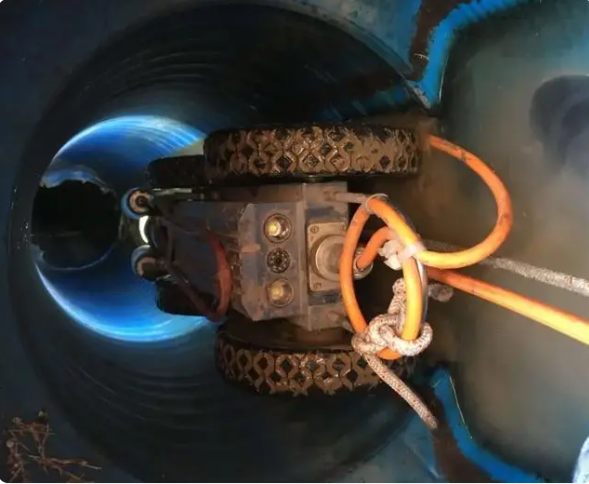
6)CCTV检测
拆除专用气塞,采用CCTV内系统进行新管道内部检测,拍摄内衬管内壁影像资料。管壁应光滑、连续,无破损渗漏
7)端头处理
用专用工具对内称管末端多余管材进行切割,采用密封止水材料对管端进行抹缝处理。

如有任何疑问 请随时与我们联系
友情链接

咨询微信客服

0516-85757424
立即获取方案或咨询
top